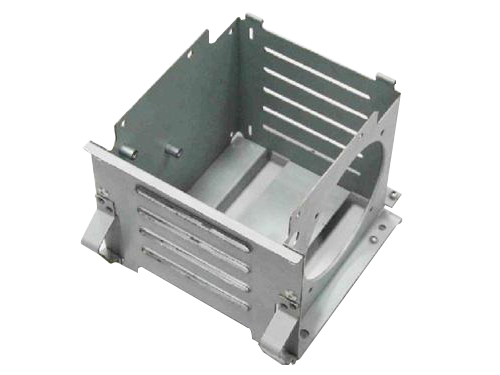
精密鈑金加工
精密鈑金加工中的鉆孔是在固體材料上打孔的過程�,孔的直徑一般小于80mm����。鉆頭通常有兩個主要刃口�,鉆頭在旋轉時被切割。鉆頭傾角的增加從中心軸到外緣,鉆頭的切削速度接近外圍較高,�����,切割速度減少向中心�����,切割速度的旋轉鉆頭的中心是零���。
鉆頭的側刃位于旋轉軸附近,側刃的前角較大�,沒有切屑空間,切削速度較低���,從而產(chǎn)生較大的軸向阻力�。如果在DI1414中將橫向剪刃磨成A型或C型�����,且靠近中軸處剪刃前角為正,則可降低切削阻力����,切削性能可提高。
鉆孔有兩種加工方法�,一種是鉆孔旋轉,另一種是工件旋轉�。通用鉆具包括麻花鉆、中心鉆�、深孔鉆等,通用鉆具為麻花鉆���,鉆頭直徑約為0.1~80mm�。由于結構的限制�����,鉆頭的彎曲和扭轉剛度低��,對準性差��,鉆孔精度低�,一般只能達到it13-it11;表面粗糙度也較大���,RA一般為50-12.5毫白榴m���,但鉆孔金屬去除率高���,切削效率高。
這兩種鉆井方法產(chǎn)生的誤差是不一樣的��。在鉆頭旋轉的鉆孔方式下���,由于刃口不對稱和鉆頭剛性不足,被加工孔的中心線可能會偏離或不直��,但孔基本不變���;在工件旋轉的鉆孔模式下����,鉆頭使孔發(fā)生變化���,孔的中心線仍然是直的�。





 13771101406
13771101406